
¥Û–Õ¡¢ Ωɶ”ÕπÞ

¥Û–Õɶ”ÕπÞ
1∏≈ ˆ
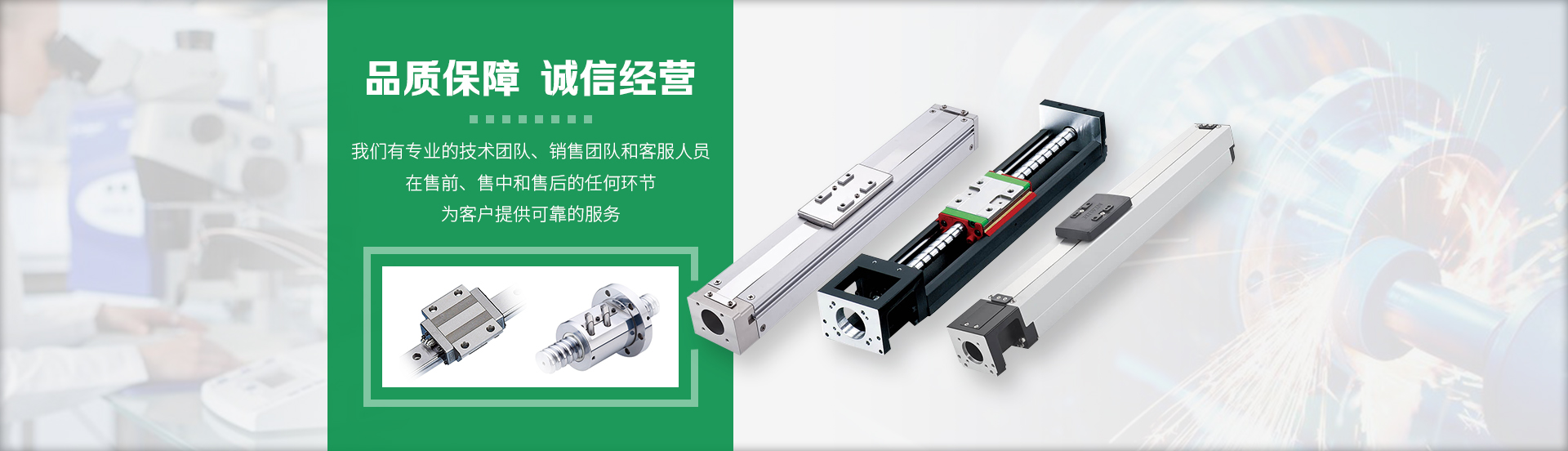
¥Û–Õɶ”ÕπÞ÷∏µƒ «»ð¡øûÈ100¡¢∑Ω√◊“‘…œ°¢”…πÞ±⁄°¢πÞÌî°¢πÞµ◊º∞”ÕπÞ∏Ωº˛ΩM≥…µƒÉ¶¥Ê‘≠”ÕªÚ∆‰À˚ Ø”ÕÆa∆∑µƒ¥Û–Õ»ð∆˜°£¥Û–Õɶ”ÕπÞ «É¶¥Ê”Õ∆∑µƒ»ð∆˜£¨À¸ « Ø”Õéϵƒ÷˜“™‘Olj£¨÷˜“™”√‘⁄üí”ÕèS°¢”ÕÃÔ°¢”ÕéÏ“‘º∞∆‰À˚π§òI÷–°£[1]
2»ð¡ø”ãÀ„
”ÕπÞ√˚¡x»ð¡øø…∞¥œ¬ ΩΩ¸À∆”ãÀ„£ª
V°÷¶–D2h/4
Ω÷– V°™°™”ÕπÞ√˚¡x»ð¡ø£¨¡¢∑Ω√◊£ª
D°™°™”ÕπÞª˘±æ÷±èΩ£¨¡¢∑Ω√◊£ª
H°™°™”ÕπÞπÞ±⁄∏þ∂»£¨¡¢∑Ω√◊£ª
√˚¡x»ð¡ø À¸ «”ÕπÞµƒ¿Ì’ì»ð¡ø£¨‘⁄‘O”ã”ÕπÞïr£¨ «“‘√˚¡x»ð¡øÅÌþxìÒ”ÕπÞµƒ∏þ∂»∫Õ÷±èΩµƒ°£Œ“ÇÉ∆Ωïr∑Qƒ≥3000¡¢∑Ω√◊ ”ÕπÞªÚ5000¡¢∑Ω√◊”ÕπÞ£¨‘ì»ð¡øº¥√˚¡x»ð¡ø°£
ɶ¥Ê»ð¡ø º¥”ÕπÞµƒåçÎH»ð¡ø°£“ª∞„”ÕπÞ∂º”–”–“ªÇÄ∞≤»´»ð¡ø£¨”ÕπÞ…œ≤ø¡Ù”–“ª∂®µƒø’Èg£¨∆‰∏þ∂»ûÈA£¨A“ª∞„ «∏˘ì˛”ÕπÞΩYòãº∞πÞ±⁄…œ≤øµƒ∏Ωº˛£®»Á≈ðƒ≠∞l…˙∆˜£¨πÞ±⁄Õ®ö‚ø◊µ»£©õQ∂®µƒ°£
◊˜òI»ð¡ø ”ÕπÞ π”√ïr£¨þM≥ˆ”ÕπÐœ¬≤øµƒ“ª–©”Õ∆∑≤ªƒÐ∞l≥ˆ£¨þ@–©”Õ∆∑Õ®≥£∑Q°∞À¿¡ø°±£¨∆‰∏þ∂»ûÈB°£‘ì»ð¡øÕ®≥£ «”ÕéÏ¡øÜT°¢Àæ±√ÜTµ»À˘±ÿÌö’∆Œ’µƒ£¨“‘±„∫œ¿Ì’{∂»∫Õ∞≤»´ ’∞l°£
3ª˘±æΩYòã
¥Û–Õɶ”ÕπÞµƒª˘±æΩYòã”…πÞ±⁄°¢πÞÌî°¢πÞµ◊º∞”ÕπÞ∏Ωº˛ΩM≥…°£”ÕπÞµƒπÞ±⁄»¶∞ÂøvœÚ∫∏øp“ª∞„ûÈå¶Ω” Ω£¨≠hœÚ∫∏øp£¨÷–£¨–°»ð¡ø”ÕπÞ“ª∞„≤…”√Ã◊Õ≤ Ω£¨¥Û»ð¡ø”ÕπÞ“ª∞„ûȪÏ∫œ Ω°£πÞ±⁄‰ì∞±ÿÌöùM◊„èä∂»“™«Û£¨þÄ“™ùM◊„∑Ä∂®–‘µƒ“™«Û°£“ª∞„∑÷ûÈ¡¢ Ωπ∞Ìî”ÕπÞ£¨¡¢ ΩÂFÌî”ÕπÞ£¨«Ú–Œ”ÕπÞ°£ΩYòã–Œ Ω∑÷ûÈå¶Ω”£¨¥ÓΩ”É…∑N°£
π∞Ìî”ÕπÞµƒµ◊∞µƒ“ª∞„”–É…√Ê»˝µ∂∑NΩYòã–Œ Ω£¨πÞµ◊∞µƒ÷–Èg≤ø∑÷∑Q÷–∑˘∞£¨þÖæⵃ≤ø∑÷∑QþÖæâ∞°£Æî”ÕπÞ÷±èΩD<12.5mïr£¨“ª∞„≤…”√æÿ–Œ÷–∑˘∞Â∫ÕþÖæâΩM≥…µƒ≈≈∞Ê–Œ Ω£¨ÆîD®R12.5ïr,≤…”√÷ÐþÖûÈπ≠–ŒþÖæâ∞ÂΩM≥…µƒ≈≈∞Ê–Œ Ω.
4≥£“äòÀú
Œ“á¯≥£“䵃π∞Ìî”ÕπÞòÀú œµ¡–”–£∫100¡¢∑Ω√◊°¢200¡¢∑Ω√◊°¢300¡¢∑Ω√◊°¢500¡¢∑Ω√◊°¢700¡¢∑Ω√◊°¢1000 ¡¢∑Ω√◊°¢2000¡¢∑Ω√◊°¢3000¡¢∑Ω√◊°¢5000¡¢∑Ω√◊°¢10000¡¢∑Ω√◊°¢20000¡¢∑Ω√◊°¢30000¡¢∑Ω√◊°¢50000¡¢∑Ω√◊°¢100000¡¢∑Ω√◊°¢120000¡¢∑Ω√◊°£
5 ©π§∫∏Ω”
“™«Û
1°¢¥Û–Õɶ”ÕπÞ ©π§[2] «∞£¨ë™∏˘ì˛∫∏Ω”π§Àá‘u∂®àÛ∏Ê£¨÷∆∂®∫∏Ω” ©π§ºº–g¥Î ©ªÚæé÷∆∫∏Ω”π§Àá÷∏åßﯰ£
°°°°2°¢œ»∫∏ɻǻ∫∏øp£¨∫Û∫∏Õ‚Ç»∫∏øp£¨èΩœÚµƒÈL∫∏øp“À≤…”√∏Ùøpå¶∑Q ©∫∏∑Ω∑®£¨≤¢”…÷––ƒœÚÕ‚∑÷∂ŒÕÀ∫∏°£
°°°°3°¢∫∏Ω”‘Oljë™ùM◊„∫∏Ω”π§Àá∫Õ∫∏Ω”≤ƒ¡œµƒ“™«Û°£
°°°°4°¢∂®Œª∫∏º∞π§ø®æþµƒ∫∏Ω”£¨ë™”…∫œ∏Ò∫∏π§ ©∫∏£¨“˝ª°≤ªë™‘⁄ƒ∏≤ƒªÚÕÍ≥…µƒ∫∏µ¿…œ°£
°°°°5°¢…Ó∂»≥¨þ^0.5©LÑùÇ˚£¨Î䪰≤¡Ç˚°¢∫∏∞õ»µƒ”–∫¶»±œð£¨ë™¥Úƒ•∆Ωª¨£¨¥Úƒ•∫Ûµƒ‰ì∞Â∫Ò∂»≤ªë™–°”⁄‰ì∞Â√˚¡x∫Ò∂»ø€≥˝ÿì∆´≤Ó÷µ°£
°°°°6°¢∫∏Ω”«∞ë™ôz≤ÈΩM—bŸ|¡ø£¨«Â≥˝∆¬ø⁄√ʺ∞∆¬ø⁄É…Ç»20©L∑∂á˙É»µƒËF‰P°¢ÀÆ∑÷∫ÕŒ€ŒÔ£¨≤¢ë™≥‰∑÷∏…‘Ô°£
°°°°7°¢¥Û–Õɶ”ÕπÞÌî∞Â≈c∞¸þÖΩ«‰ì∫∏Ω”ïr£¨∫∏øpå¶∑Qæ˘ÑÚ∑÷≤º£¨≤¢—ÿÕ¨“ª∑ΩœÚ∑÷∂ŒÕÀ∫∏°£
°°°°8°¢πÞ±⁄µƒ∫∏Ω”£¨œ»∫∏¥π÷±∫∏øp£¨∫Û∫∏≠hœÚ∫∏øp£¨Æî∫∏ÕÍœýýèÉ…»¶±⁄∞µƒøvœÚ∫∏øp∫Û£¨‘Ÿ∫∏∆‰Ègµƒ≠hœÚ∫∏øp£ª∫∏π§æ˘ÑÚ∑÷≤º£¨≤¢—ÿÕ¨“ª∑ΩœÚ ©∫∏°£
°°°°9°¢»±œð…Ó∂»ªÚ¥Úƒ•…Ó∂»≥¨þ^1©Lïr£¨ë™þM––—a∫∏£¨≤¢¥Úƒ•∆Ωª¨°£
Úû ’
1°¢¥Û–Õɶ”ÕπÞ[3] å¶Ω”∫∏øpµƒ“ßþÖ…Ó∂»≤ªµ√¥Û”⁄0.5©L£¨“ßþÖµƒþB¿mÈL∂»≤ªë™¥Û”⁄100©L£ª∫∏øpÉ…Ç»“ßþÖµƒøÇÈL∂»≤ªµ√≥¨þ^‘ì∫∏øpÈL∂»µƒ10%°£
°°°°2°¢∫∏øpë™ïr––Õ‚”^ôz≤È£¨ôz≤È«∞ë™å¢»€‘¸°¢ÔwûR«Â¿Ì∏…ÉÙ°£
°°°°3°¢πÞ±⁄øvœÚå¶Ω”∫∏øp≤ªµ√”–µÕ”⁄ƒ∏≤ƒ±Ì√ʵƒ∞ºœð£¨πÞ±⁄≠hœÚå¶Ω”∫∏øp∫ÕπÞµ◊å¶Ω”∫∏øpµÕ”⁄ƒ∏≤ƒ±Ì√ʵƒ∞ºœð…Ó∂»≤ªµ√¥Û”⁄0.5©L.∞ºœðþB¿mÈL∂»≤ªµ√¥Û”⁄100©L£¨∞ºœðµƒøÇÈL∂»≤ªµ√¥Û”⁄‘ì∫∏øpÈL∂»µƒ10%°£
°°°°4°¢É¶”ÕπÞ∫∏øpµƒ±Ì√ʺ∞ü·”∞ÌëÖ^≤ªµ√”–¡—ºy°¢ö‚ø◊°¢äA‘¸°¢ª°ø”∫ÕŒ¥∫∏ùMµ»»±œð°£
°°°°5°¢þÖæâ∞µƒ∫Ò∂»¥Û”⁄ªÚµ»”⁄10©Lïr£¨µ◊»¶±⁄∞Â≈cþÖæâ∞µƒT–ŒΩ”Ó^πÞÉ»Ω«∫∏øpøøπÞµ◊“ªÇ»µƒþÖæâë™∆Ωæèþ^∂…£¨«“≤ªë™”–“ßþÖ£¨T–ŒΩ”Ó^∫∏øpë™∑˚∫œàDò”“é∂®°£
6∏Ωº˛º∞◊˜”√
¥Û–Õɶ”ÕπÞ∞≤»´Èy[4] µƒ◊˜”√ «Æî”ÕπÞ‘⁄≤Ÿ◊˜þ^≥Ã÷–£¨”…”⁄∫ÙŒ¸Èy ßÏ`ªÚ∆‰À˚‘≠“Ú”∞Ìë’˝≥£π§◊˜ïr£¨ø…Õ®þ^À¸’{πùπÞÉ»â∫¡¶£¨èƒ∂¯∑¿÷π”…”⁄πÞÉ»’˝â∫ªÚÿìâ∫ô∏þ°¢πÞ±⁄뙡¶þ^¥Û∂¯‘Ï≥…”ÕπÞÕ‚–Œ∆∆⃪ڔÕπÞ±ª≥È∞T°£
∫ÙŒ¸Èyµƒ◊˜”√ «’{πùπÞÉ»”Õö‚â∫¡¶£¨ÆîπÞÉ»â∫¡¶þ^∏þïr£¨Õ®þ^∫ÙŒ¸Èyå¢≤ø∑÷∂ý”ý”Õö‚≈≈≥ˆ£¨ ππÞÉ»â∫¡¶œ¬Ωµ£ªÆîπÞÉ»â∫¡¶þ^µÕïr£¨Õ®þ^∫ÙŒ¸ÈyèƒπÞÕ‚Œ¸»Îø’ö‚£¨ ππÞÉ»â∫¡¶…˝∏þ£¨ ºΩK±£≥÷≈c¥Ûö‚â∫∫„∂®µƒÝÓëB°£
¡ø”Õø◊”√”⁄úy¡øπÞÉ»”Õ∆∑µƒ“∫√Ê°¢úÿ∂»º∞»°ò”°£¡ø”Õø◊“ª∞„≈cúy¡ø“∫ŒªµƒÉx±ÌœýþB°£Õ®≥£∞≤—b‘⁄πÞÌî∆Ω≈_∏ΩΩ¸°£¥Û–Õɶ”ÕπÞ»Àø◊å£ûÈ≤Ÿ◊˜»ÀÜTþM≥ˆ”ÕπÞôz≤È°¢«Âœ¥∫Õ–Þ¿Ì÷Æ”√°£
∑¿ª∆˜”√ÅÌ∑¿÷πª–«°¢ø’ö‚Ωõþ^∞≤»´ÈyªÚ∫ÙŒ¸ÈyþM»ÎπÞÉ»“˝∆“‚Õ‚£¨À¸∞≤—b‘⁄∫ÙŒ¸ÈyªÚ∞≤»´Èyµƒœ¬√Ê°£∑≈ÀÆπД√”⁄≈≈≥˝πÞµ◊µƒ≥¡∑eÀÆ°£
≈ðƒ≠∞l…˙∆˜ÆîπÞÉ»”Õ∆∑∞l…˙“‚Õ‚∆ª»ºü˝ïr£¨¿˚”√≈ðƒ≠∞l…˙∆˜Æa…˙≈ðƒ≠Ñ©úÁª°£
Õ∏π‚ø◊å£ûÈπÞÉ»þM––ôz≤È°¢–Þ¿Ì°¢À¢œ¥ïrÕ∏π‚°¢Õ®ÔL÷Æ”√°£“ª∞„∞≤—b‘⁄πÞÉ»µƒÌî≤ø°£
º”ü·∆˜∑÷æ÷≤øº”ü·∆˜∫Õ»´√ʺ”ü·∆˜É…∑N°£∆‰◊˜”√ «Õ®þ^’Ù∆˚嶑≠”Õ∫Õ÷ÿ”Õº”ü·£¨“‘∑¿÷π”Õ∆∑ƒ˝πð£
7”ÕπÞº”ü·
ɶ”ÕπÞ[5] º”ü·‘⁄”Õö‚ɶþ\þ^≥Ã÷–∆µΩ∑«≥£÷ÿ“™µƒ“ªÇÄ◊˜”√£¨‘⁄”Õö‚¥Êɶ÷–£¨¥Û∂ý≤…”√”ÕπÞþM––”Õ∆∑¥Êɶ°£Æî–Ë“™”Õ∆∑ïr£¨æÕ墔Õ∆∑胔ÕπÞ÷–ðî≥ˆ°£‘⁄”Õ∆∑ðî≥ˆµƒþ^≥Ã÷–£¨≤ª√‚”ˆµΩþ@ò”µƒ“ªÇÄÜñÓ}£¨”Õ∆∑“ÚûÈúÿ∂»µÕ£¨◊ɵ√’≥≥Ì πµ√”Õ∆∑µƒ¡˜Ñ”–‘ΩµµÕ£¨åß÷¬”Õ∆∑üo∑®èƒ”ÕπÞ÷–Ìò¿˚µƒðî≥ˆ£¨”ˆµΩþ@ò”“ªÇÄÜñÓ}£¨»Á∫ŒΩ‚õQƒÿ£øì˛°æ”ÕπÞº”ü·ºº–gÕ∆èV÷––ƒ°øΩÈΩB£¨–¬–Õ”ÕπÞæ÷≤øøÏÀŸº”ü·ºº–g∫Ð∫√µƒΩ‚õQ¡Àþ@ò”µƒÜñÓ}°£
°°°°”ÕπÞæ÷≤øøÏÀŸº”ü·∆˜[6]
π§◊˜‘≠¿Ì£∫
1°¢å¢°∞úu¡˜ü·ƒ§ìQü·∆˜°±—ÿɶπÞèΩœÚ…Ï»Î”ÕπÞµ◊≤ø£¨ü·√ΩΩÈŸ|£®’Ù∆˚£©◊þπÐ≥㨔Õ∆∑èƒö§≥ÃÉ»µ¬πÐÈg¡˜Ñ”£¨ö§ÛwŒ¸”Õø⁄÷±Ω”þBÕ®πÞÉ»ΩÈŸ|°£
2°¢‘⁄ìQü·∆˜µƒ’Ù∆˚»Îø⁄‘OúÿøÿÈy£¨Õ®þ^∏–úÿÃΩÓ^嶔Õ∆∑≥ˆø⁄µƒúÿ∂»µƒôzúyÅÌøÿ÷∆ìQü·∆˜µƒ’Ù∆˚»Îø⁄’Ù∆˚þM¡ø£¨èƒ∂¯¥_±£”Õ∆∑úÿ∂»µƒ∫„∂®°£
°°°°ìQü·∆˜≤…”√∏þ–ßìQü·‘™º˛°™°™úu¡˜ü·ƒ§πУ¨±£≥÷”Õ∆∑‘⁄πÐÈg∫œ¿Ì¡˜Ñ”£¨ü·–߬ «∆’Õ®ìQü·∆˜µƒ3-5±∂£¨∆‰èäªØǘü·ôC¿Ì «£∫”Õ∆∑¡˜Ûw‘⁄ɻՂ±Ì√Ê¡˜Ñ”ïr‘O”ã≥…Œ…¡˜¡˜Ñ”£¨Æa…˙èä¡“µƒ’ é∫Õõ_À¢◊˜”√£¨¡˜Ñ”µƒ∑ΩœÚ≤ªîý∏ƒ◊É£¨ «æoŸNπб⁄±Ì√ʵƒ∏þúÿ”Õ∆∑¡˜Ûw≤ªîý∏¸ìQ£¨∏Ùü·å”◊ɱ°“‘÷¡∆∆⃣¨Ω埱Ì√Êü·¡øǘþfº”øÏ£¨¡˜ÛwŒ¢”^úu¡˜º”è䣨 π”Õ∆∑¡˜ÛwÉ»≤øü·îU…¢èäªØ°£≤ªï˛ πŸNΩ¸πб⁄±Ì√ʵƒ¡˜ÛwÆa…˙æ÷≤ø∏þúÿþ^ü·£¨“Ú¥Àø… π”Õ∆∑º»µ√µΩþmÆ≥‰∑÷µƒº”ü·”÷üoΩYΩπ∑÷Ω‚µƒø…ƒÐ°£º»Ç˜ü·¡ø∫√£¨”÷≤ªï˛◊Ë¡¶∫Ð¥Û°£
°°°°º”ü·Ãÿ¸c£∫
°°°°1°¢º”ü·ÀŸ∂»øÏ£¨Ç˜ü·–߬ ∏þ£¨≤ª“◊ΩYπ∏°£
°°°°2°¢ø…嶔Õ∆∑∂®¡øº”ü·£¨–Ë“™∂ý…Ÿº”ü·∂ý…Ÿ°£
°°°°3°¢”Õ∆∑≤ªï˛≥ˆ¨Fæ÷≤ø∏þúÿ°¢ÃøªØ£¨±£◊C¡À”Õ∆∑Ÿ|¡øº∞º”ü·∆˜Ç˜ü·–߬ °£
°°°°4°¢”ÕπÞÉ»≥ˆ”Õø⁄úÿ∂»◊Ó∏þ£¨±£◊C¡Àµπ≥ˆ”Õ∆∑¡˜Ñ”–‘°£
°°°°5°¢±Ð√‚¡À∑¥èÕå¶πÞÉ»”Õ∆∑þM––º”ü·£¨±£◊C¡À”Õ∆∑…´∂»°¢ΩµµÕ¡À”Õ∆∑Ãé¿Ìµƒ≥…±æ°£
°°°°6°¢ π”√â€√¸ÈL£¨ƒÕ∏ØŒg°¢ƒÕ∏þúÿ°¢ƒÕ∏þâ∫°¢∑¿ΩYπ∏π¶ƒÐ£¨òO¥ÛµƒÃ·∏þ¡ÀìQü·∆˜’˚Ûw–‘ƒÐ°£
°°°°7°¢π§ÀáΩYòã‘O”㜻þM£¨±£◊C¡À”Õ∆∑Ìò¿˚¡˜≥ˆº∞ð^∫√µƒ°∞≥ÈπÞµ◊°±◊˜”√°£
°°°°8°¢ø…åç¨F◊‘Ñ”ªØøÿ÷∆£¨ø…∏˘ì˛”Õ∆∑µƒþM≥ˆúÿ∂»º∞µπ”Õ¡˜¡øøÿ÷∆’Ù∆˚þMΩo¡ø°£
°°°°9°¢ΩYòãæoú꣨∞≤—b≈cæS–Þ∑Ω±„£¨≤ªï˛“ÚûȺ”ü·∆˜µƒ∞≤—b∂¯”∞ÌëπÞÛwµƒ∞≤»´°£≈cU–ÕπÐìQü·∆˜±»ð^£¨‘⁄Õ¨µ»ìQü·√Ê∑e«È–Œœ¬£∫úu¡˜ü·ƒ§ìQü·∆˜µƒÕ‚–Õ≥þ¥Á£¨ÉHûÈU–ÕπÐìQü·∆˜Õ‚–Œ≥þ¥Áµƒ∂˛∑÷÷Æ“ª◊Û”“°£
°°°°10°¢œý嶔⁄Î五ü·∑Ω Ω£¨∏¸∞≤»´£¨º”ü·∏¸úÿ∫Õ£¨å¶”Õ∆∑∆∑Ÿ|”∞Ìë∏¸–°°£